
Recreating Churchward's final masterpiece
Archive News of the 47XX Rebuild
-
Still busy! August 2014
We apologise for the lack of news over the last few months, but our small Team 47 is working flat out on schedule.
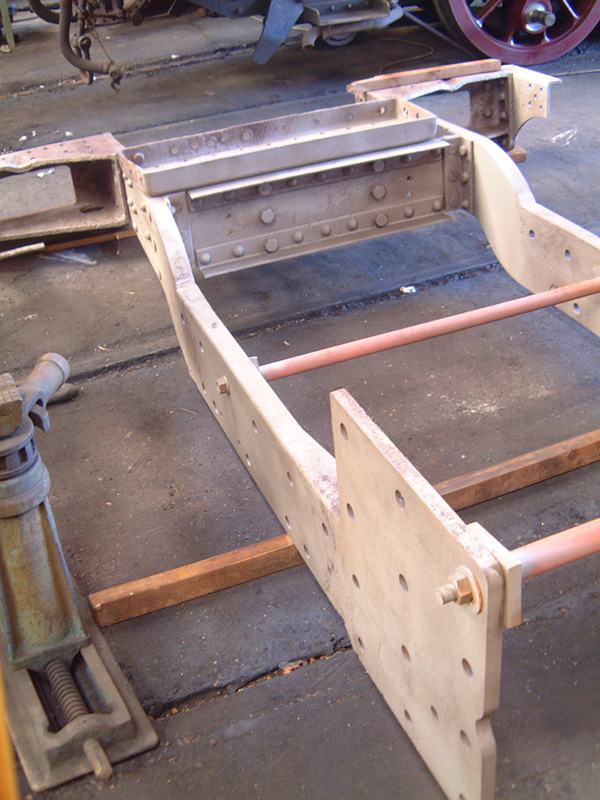
Our progress may not be glamorous but it is substantial. Take rivet for example. There are 63 in the drag plate, all of which are carefully spaced to accord with rather tight room in the cast drag box and to align with other parts of the structure. Suddenly our 40 feet of mainframes have gained a width almost doubled!
Meantime, in the absence of detailed original drawings, we have undertaken research resulting in the design of the majority of the brake gear which will be attached to the frames. Much analysis has been needed to achieve the correct result. Of all components, Swindon does not appear to have taken a progressive line regarding brake hangers. Most of the pony truck engines suffer badly from the proximity of the cylinder block to the leading wheel, leaving no room for the hanger. The 47 is the sole design to have an extra 6in here, yet the hanger bracket is right in the reinforced joint between mainframes and extension frames. Although following the Swindon line, the opportunity to strengthen the components has been taken. Many classes were eventually fitted with cast hangers, while the 47 reverted to the earlier arrangements dating back to the Saint days. Perhaps we shall never discover why.
Like the brake gear, many other components have been designed and drawn in detail. All the outside brackets have been redesigned as fabrications instead of hot pressings - both to ease riveting in the roots of corners and to take full advantage of modern cutting and manufacture.
Many hours of careful work have been spent scheming out the springing system. This is something of a minefield. The heavy springing beam pivoting under the cylinders looks like the others, but is in fact unique to the 47. All incorporate a three-scallop pivot unit because each class uses a different one as the pivot. So far so good, except that the bolt holes underneath the cylinder block are of course suited to the 28xx pattern, since 2861 is the donor. A dedicated single scallop in a redesigned bracket will take care of the issue.
The springs themselves constitute another area for concern as there are several springs designated for the 47, with several options of fittings. Our choices are therefore based on attempts to account for weaknesses that Swindon and BR (W) addressed along the way. All this time-consuming work does look like much but is vital. In this respect our unique fourth axle horns will be cast soon and the schedule of attention to all wheels, including those of the pony truck, is in progress.
If all seems rather quiet it is because we have not found time to shout about it. Rest assured that we are BUSY.

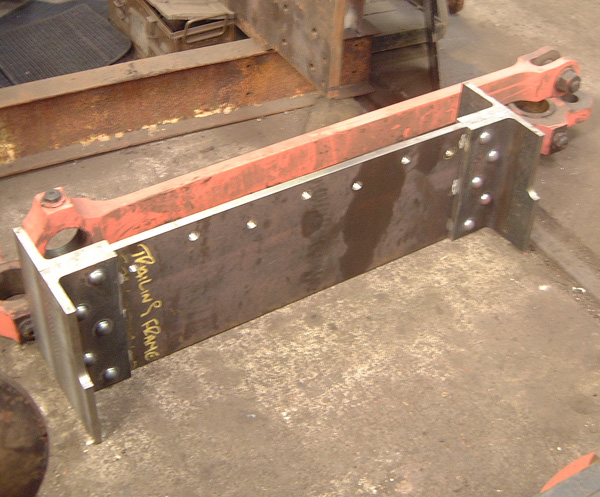
The rear drag plate - an engineering achievement in itself!
-
The Annual Review and look ahead
The 4709 project has now entered its third year and major completed components are beginning to appear. To appreciate just how far we have progressed in this relatively short period of time, it is useful to review our early project phases; some of which are unique to 4709
Phase 1 was researching the three donor engines to understand what parts were suitable for re-use on 4709. We also had to determine which parts were still a part of the donor engines and, if so, what condition they were in.
Phase 2 was the sequential transportation of the donor locos to Llangollen and their controlled and systematic dismantling. We were able to rescue both the parts we needed for 4709 and help other projects with parts they required.
Phase 3 has been a series of design packages that addressed issues of compliance brought about by the requirements for operating to current mainline standards. These have included a small lowering of the boiler centre height , modifications to the loco suspension and production of Horn, wheel and Dragbox patterns and castings - all to the latest material specifications.
Phase 4 is the manufacture of new chassis components and commencement of refurbishment of the donor engine parts. Don Ashton has burnt a lot of midnight oil producing detail design CAD drawings of a whole tranche of seemingly straight forward parts but without such meticulous attention to detail would rapidly create confusion and error. Currently he is finalising drawings for the running board brackets and brake gear fixings which are all necessary at this early stage as they share rivets / fixings with other primary components - for example the dragbox and frame stretchers. This phase will also include the new front buffer beam and its supporting gusset brackets connecting to the extension frames. When these are fitted to mainframes the full and impressive length of 4709 will finally be revealed. Our preferred sequence of work is to complete the assembly and riveting of the frames and stretchers from the rear and work forwards.
Phase 5 will commence with the completion of the fourth axle set and refurbishment of the three wheelsets acquired from 4115. With attention to the axlebox set recovered from 5227 and spring components 4709 will then become a rolling chassis. We will also refurbish the pony truck and associated parts rescued from 4115
Phase 6 A lovely piece of inter project co-operation has allowed the commencement of work on 4709's tender at Didcot. Mike Cooper, leader of the County project, has offered to oversee the dismantling of the tender using members of the County team. We are really appreciative of this help and will be returning the favour as required. Thank you Mike.To date Phases 1 and 2 are complete and we are well advanced with all other activities of the remaining phases.
Last year the public profile of 4709 was raised when it was featured as part of a restoration programme on BBC 2. As a result of the programme and other activities many more people are aware of the project and becoming interested in supporting us. To develop and expand this we are looking to increase the size of our team. I am delighted to introduce the following new members to our core team who have already been fully involved in progressing 4709 - Andrew Fowler is a journalist and has responded brilliantly to my request to write a book to support the exposure with BBC 2 last year. 'Recreating the Night Owl - 4709 The Story so far' is proving very popular and is an excellent read - well done Andy. I have to confess finding the book difficult to proof read as I kept discovering interesting facts that I didn't know!
The book was launched at the London Model Engineering show at Alexandra Palace in January and is now available on Amazon , Ian Allan Bookshop and all leading bookshops. Richards Dyett has bravely offered to support Richard with the huge task of managing our administration. His talents are much needed to support our overworked chairman and he too is already playing an active role - thank you and welcome Alan Green is a first class mechanical design and production engineer who has been generous enough to offer his services to work with Don Ashton checking all the CAD drawings for accuracy and completeness. This is a difficult task but one at which Alan is quite expert - thank you and welcome We still require a marketing manager to help identify opportunities and co-ordinate our efforts - this is an exciting opportunity for someone to really make a difference to how the project is presented to and perceived by those who might support and sponsor us. Our project remains rather understated compared to other national projects and therefore we would also be pleased to hear from people who would like to attend outdoor events and galas to promote us and our new supporters scheme. If you enjoy meeting fellow enthusiasts I can recommend this as an enjoyable and satisfying way to spend time whilst helping to raise funds to complete 4709.
We were also invited to attend to model engineering events run by Tee Publishing who also sponsored the attendance of the magnificent wheel pattern. We appreciate that model engineers have a lot of expert knowledge and skills and are actively encouraging them to get involved with 4709.
Our member Giles Woodhead was kind enough to loan us his beautiful 5in gauge 4704 built by his grandfather Lionel Woodhead - wonderfully supportive and generous - thank you Giles
We have just attended both the Llangollen and Didcot Galas and we be holding an open 4709 meeting at Didcot on 17th May. If you would like to meet the team and have any questions, queries, this is an excellent opportunity to share your views and hear of latest progress first hand.
With your support this will be a very exciting and significant year for 4709. We look forward to meeting you on 17th May.
Paul Carpenter
4709 Project Engineering Manager
Filming for the Hairy Bikers Restoration Road Trip

Giles Woodhead's beautiful 5in gauge 47XX locomotive at the Model Engineering Show.
-
March 2014: Blast it!
The project to build 4709 has taken another step forward (5 March 2014) with the grit blasting and general cleaning up of the donor cylinder block from 2861. Work is progressing on completing the assembly of the main frames and the next step will be to fit the motion bracket stretcher.
The cylinder block will be available for visitors to the Llangollen gala to see on Saturday 5 April.
If you would like to know more abot the Project and speak to those invoved, please come along to our Open Meeting at Didcot on Saturday 17 May.

-
Getting down to the Nitty Gritty
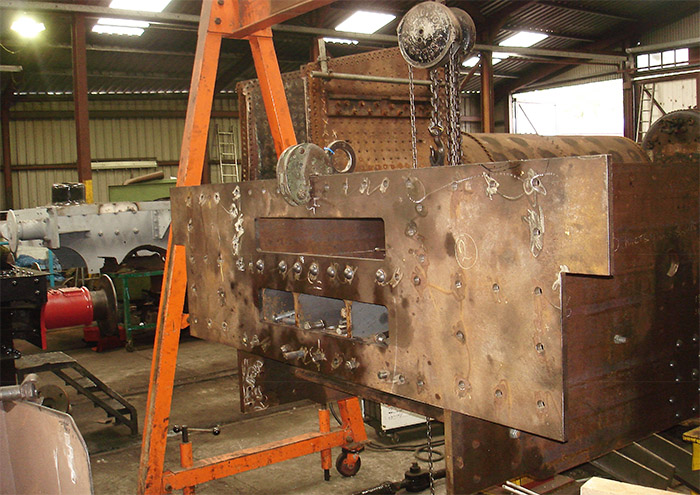
Standing beside two forty feet long steel plates of 3.5 tons each for the first time is an experience: working out what is being done serves to produce a headache! The rolled plates were machined by clamping as a pair, but when parted how do we get them back as a pair, but separated by 49" of void?
Early assessments were gained by using screwed rods and nuts, where we discover that rolled plate steel isn't flat. Not only do we want the frames flat, but in line fore and aft, across, up and down, anywhichway! Any discrepancy feeds through to the next component . . . and so on. In the final analysis the finished product would spend more time in works dealing with worn bearings than on the road working. Swindon used optical alignment, particularly to align cylinder bores, and similar more comprehensive equipment has been developed for aircraft frame alignment and adapted to cover all the myriad items which go to make a locomotive chassis. Super-tankers used laser equipment.
In a fit of logic (!) we chose to employ our experienced contractors who have trodden this path many times and based on tradition. The process begins at the rear, where the heavy drag box casting acts as a cornerstone for all the other frame stays. Of course, all these plates required flattening before use. Each component was then spot welded in position and a couple of bolts applied. By the stage in the pictures the stays have gradually acquired full bolting and the mainframes are discerningly straightened. Methodical measurement and checking continue forwards until the rivets replace the bolts. More double-checking: the difference is amazing. To Dave Owen and his Llangollen team it's all in a day's (well, months) work and a delight to see.

Looking forwards from the trailing stay to the stays immediately in front of the boiler throatplate.

Facing rearwards, showing markings on the mainframes requiring straightening procedures.
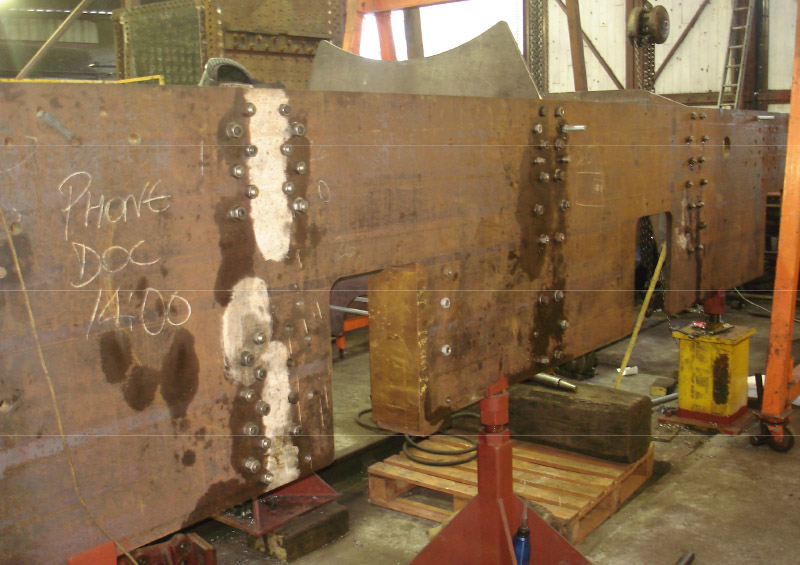
RH mainframe. The large hole well forward is for the weighshaft. The whole is now on jacks to adjust heights. You will have to guess what part the chalked reminder plays!!

Forward of the driving axle is the intermediate stay with water-jetted angle irons. Swindon only allotted one access hole, but one never knows if another may prove judicious.
-
October 2013: We have cylinders!
The complete cylinder block assembly has been recovered from 2861 for use on 4709.
Right at the heart of the steam engine are the cylinders. The GWR chose for its 2-cylinder locomotives to follow the American practice of uniting two identical units bolted back-to-back and incorporating the generous steam inlet and exhaust passageways as well as the saddle which supports the boiler. The change to separate outside inlet pipes was adopted later.
This cylinder block is the most intricate pattern and casting on the whole engine and the most costly. Remember that their production fully involved the Swindon skills right from the point of design, through thoroughly experienced pattern makers and foundry skills to highly intuitive machine men. To produce this vital component today is not impossible, but the adoption of a complete casting from 2861 is not only authentic but removes the highly onerous job of making a one-off in circumstances where all manner of hitches in the complex production were absent in the Swindon mass production era.
The 47xx saddle radius, larger than all previous locomotives, gave rise for concern very early in the project, though a little 'thinking outside the box' overcomes the problem neatly and preserves the cylinder block without awkward alteration. Assuming that the 18.5" bores have been re-bored in the long life of 2861 we can expect many years of effective use in 4709. The donation does leave considerable work before use. Besides the main and valve bores all cover studs require replacement, proper drain and lubrication need attention, and new covers and finishing items are necessary. Nevertheless the donation hugely and legitimately cuts great cost and time for the project. 2861 is the goose that laid 4709's golden egg!

-
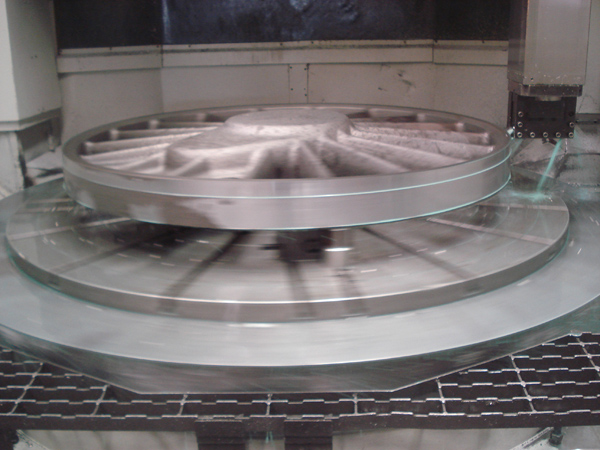
September 2013: Precision machining and keyways cut
No sooner had the Hairy Bikers left North Wales than the newly-cast and turned trailing driving wheels for 4709 were taken back into the Llangollen Railway workshops for the next stage in the engineering programme.
This involved the Llangollen team - led by Dave Owen - machinging the bosses of the two new driving wheels and drilling the hole for the axle. An important part of this process is the cutting of the keyway - the slot visible at the top edge of the axle hole. When the wheel is mounted on the axle a steel 'key' is driven into this slot and a corresponding notch on the axle, which prevents the wheel from rotating from its correct orientation on the axle.


-
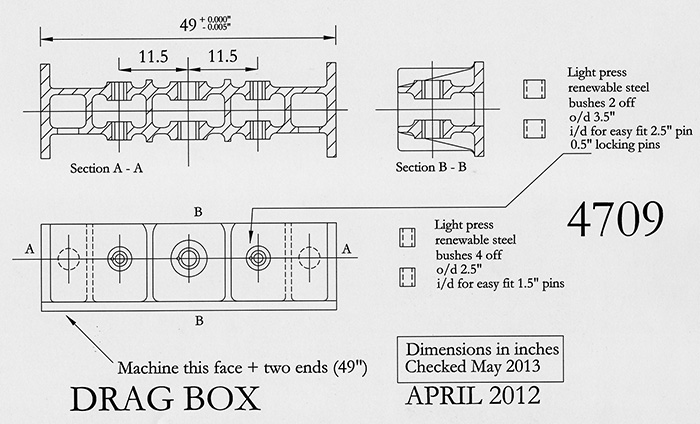
The new dragbox
A 'dragbox' may not sound very exciting, but apart from being quite a complex component it's also a vital one. All the haulage loads between the locomotive and its tender and train are carried by the dragbox, which is a key element of the draw gear.
As well as a primary pin, the GWR provided two secondary units capable of maintaining the link with the tender in the event of a shock load fracturing the main pin. The anchor at the rear end of the mainframes on earlier locomotives comprised a built-up structure, but on the 28XX class a cast steel box was introduced, very similar to that fitted to later tender engines.
For the 47XX class of 1919 a stronger design of dragbox was developed and numerous Collett Classes were later to feature a similar casting. 2861's dragbox suffered badly in the salt air of Barry, illustrating the potential weakness of the earlier design and one wonders if Collett in fact influenced the design work of the 47 pattern. The Kings employed a yet stronger drag box developed from that of the 47xx.
The casting sits between the frames and is riveted to a substantial drag beam plate, which also carries brackets from outside the frames to the substantial cab steps.
Accessing the rivets in a crowded space is no easy matter, and some thought was given into easing this constructional difficulty without compromising the original design. The flanges adjoining the drag beam have been modified to achieve better clearance and to keep the rivet heads clear of the generous fillet radii of the casting.
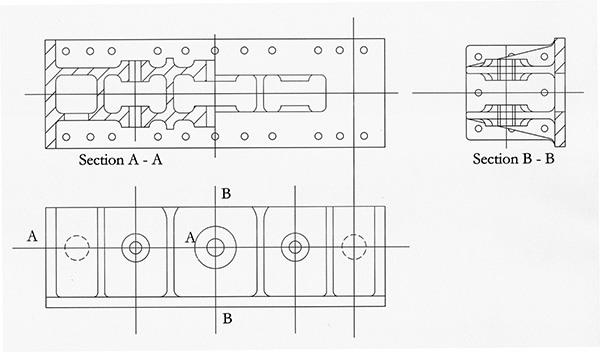
As with many items for 4709, an original drawing was unavailable, so a new drawing taken from a mixture of other drawings had to be prepared. The draw gear drawings, 47XX general arrangement drawing, King drag box drawing and various references helped the team to gradually build up a full picture 'working design' sheet is illustrated here.
One learns the Churchward laws! All three pinholes are steel bushed so that both pins and bushes can be renewed if and when necessary. In these days of frequent moves by road transport the joint between engine and tender is parted far more often than the GWR would expect. Accordingly we are considering the provision of lifting eyes on the pins for ease of retraction.
In all restoration and renovation projects one must beware of the fact that many things are missing from the original drawings because the machine shop had a multitude of jigs and fixtures, and knew precisely what to do without specific drawing office instruction. Nor are we interlopers in a position to run multiple trials with a batch in service! One strays from old unobtainable specifications at one's peril.

-
The contribution of 2861
Upstaged by the newly cast and turned trailing wheels for 4709, the quiet arrival of our third donor engine, 2861, seemed to go almost unnoticed. Inside this forlorn-looking hulk (see photo) lay the prize - a complete cylinder and saddle block. The refurbishment of this major component may be long and arduous but the saving in cost and time will prove effective.
After some earlier surprises in the condition of long-term Barry inmates 2861 visibly demonstrates just what 40 years of abandon in the sea air can produce. To witness how such treatment can reduce ?in steel plate to wafer-thin flakes is mind-blowing. Like the other donors 2861 has already lost many components, yet still holds the ability to aid the 4709 project.
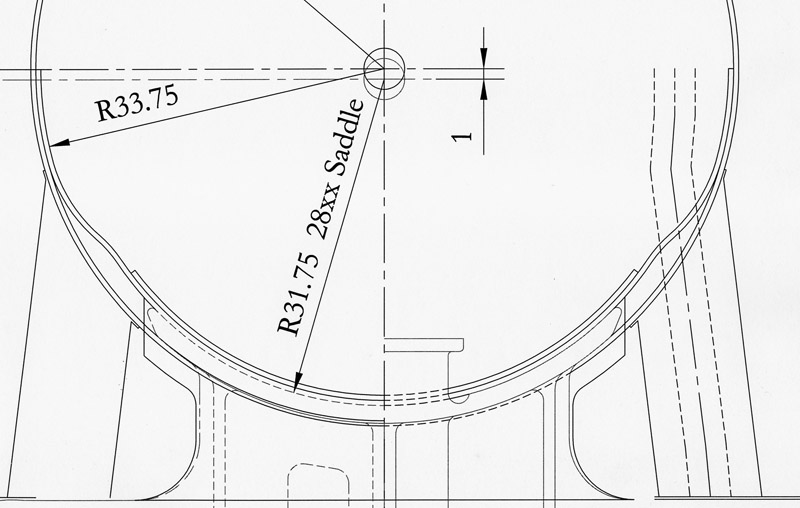
Several years ago the possibility of marrying the 28XX saddle with the larger 47XX smokebox posed a conundrum. At Swindon, of course, the saddle itself could be made to fit anything by means of a change of part pattern before casting. However, relative to the main bore centreline, the smokebox centres - and hence the different radii - show much nearer compatibility. When the current Network Rail gauging envelope is applied it proved that the boiler height required some reduction. We gauged that 2in might suffice, and drawings were produced to assess the visual impact.
Pleased with the results, our drawings showed that the saddle radius would put the saddle very neatly just INSIDE the 47 smokebox tube instead of the normal outside bolting face. Therefore a suitably shaped inner plate will join the 28 saddle radius to support the boiler, whilst the smokebox plate is relieved of any supporting duty on its underside. We take the opportunity here to reproduce the inevitably small illustration in the ECHO in a larger size. Visually, from the outside, the saddle will appear just as any other GWR locomotive, since all above the footplating is cleading and not the saddle itself. How fortunate that the rather arbitary 2" boiler lowering affords a perfect marriage!
We are pleased that 2861's boiler was quickly removed to serve as a template for pipe fitting duty on Saint 2999 Lady of Legend at Didcot.
An interim but thorough appraisal of the boiler, undertaken before leaving Llangollen, pronounced a condition highly worthy of refurbishment, though its eventual destination has not yet been decided. In the meantime, Team 47 are to retrieve several other components for 2861 which will be suitable for further use on the 47XX Project.



-
May 2013: Exciting times at the foundry
Some warmer weather at last: the cold has not stopped
progress on 4709, of course, but Spring carries exciting news: thanks to a short term interest-free loan from one of our members and a major supporter of the 4709 Project, we have been able to cast not just one, but BOTH trailing driving wheels, as well as the new rear drag box.
Both new wheels have been subjected to Non Destructive Testing (NDT) and one driving wheel has also now been machined in preparation of fitting the new axle, tyres and crank pin. The four donor wheel sets were tested last year and passed.
In due course all the wheel sets will go to SDR for tyre fitting and turning. The work is extensive and is planned to be carried out to coincide with the completion of a basic chassis. Timescales are a little difficult to project, but 4709 should roll on its wheels in the first half of 2014 if cash flow allows. YOU CAN HELP. In early May 2861 was moved from Barry to Llangollen where the donor cylinder block will be removed ready for fitting to the extension frames of 4709.
With the exception of the new axles, two tyres, two crank pins, a complete set of springs and the axle box under keeps, we now have all the major components (building blocks) to produce a rolling chassis, although besides completing the assembly of the new driving wheel set we still have to refurbish the donor wheel sets, axle boxes and horn guides.
4709 now resides in an improved workshop position at Llangollen and we can start the vital alignment process. This is ongoing and checked at every stage. The frame stay plates are all riveted up in readiness. New fabricated buffer beam brackets are in hand to replace the original castings, which had suffered severe cracks. Team 47 is most appreciative of the efforts and skill of Dave Owen and the Llangollen workforce. In order to take full advantage of this fortunate position we need funds - YOU CAN HELP.
The far-flung Team 47, always in close touch of course, met up at Llangollen Steam Gala recently and found ourselves rather too busy to engage much with the Gala! The visit enabled first-hand reviews of the schedules and attention to details on the ground in conjunction with the Llangollen CME. The whole tenor of the place is that nothing is impossible!
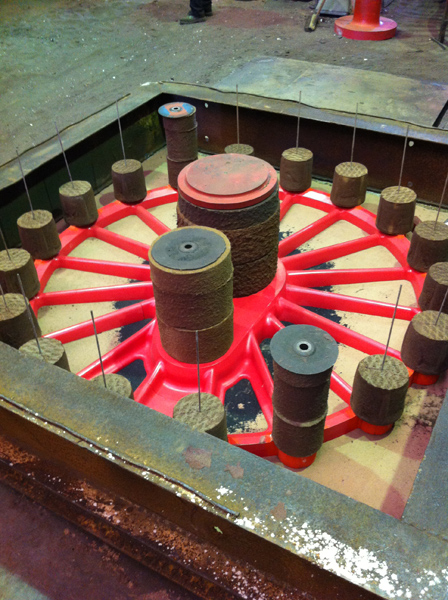
Setting the pattern in the mould

Packing sand, the completed mould

Breaking out the casting

Firing the mould (below)


A 'raw' driving wheel casting

Basic casting cleaned up

-
Easter progress 2013
Alongside the frame stay manufacture work has been rapidly shaping up at Caddick & Moss, our Bristol pattern makers. This picture shows the interchangeable bosses to convert the 5' 8" wheel pattern from a driving wheel of larger crank boss to a leading and trailing wheel. The stages of casting, machining and tyre fitting are presently being coordinated so that 4709 will possess a full set of wheels. Naturally, this work is multi-disciplined and requires some months of highly skilled progress. The contracts are expected to be issued soon.
The second photo also reveals that the drag box pattern has been taking shape. Much thought has been exercised in an endeavour to aid riveting and assembly, as the position of many rivets afford awkward and restricted access. The 47xx drag box was a considerably more substantial unit than that of earlier Churchward locomotives and our design team has in effect incorporated the later Collett improvements, together with attention to rivet access. As the modern-day steam locomotive frequently requires parting from its tender for transport by road, attention has been paid to easy access for pin removal.


-
March 2013: Mainframe stays
2013 is off to a good start and the pile of plates has been swallowed up by Dave Owens' team. All the requisite stays are ready for assembly between the mainframes with the exception of the complex saddle plate.
Photo 1 shows the finished rear boiler support stay, the intermediate plate and the upper firebox stay. The latter needs to be substantial, yet room between the horn casting and the boiler throat plate is severely restricted. Most angle irons have embodied profiles accurately cut by water-jet and these have been carefully set and tack welded before riveting. The bare minimum of skimming then renders the overall Swindon tolerance practical.
Photo 2 is of the new saddle plate. Most of the awkward components from 4115 were saved and the plan is to turn these through 180 degrees to become 47xx pattern. The straight irons below frame level will be new. It is planned imminently to provide a work table on which the parts can be laid out and pieced accordingly. Precision is required not least in the two 'wings' onto which the motion plates bolt.
In common with the support stay (and saddle plate) the firebox stay plates needed adjustment to accommodate the lowering of the boiler by 2in to help reach the modern gauging. Both upper and lower firebox stays are depicted in photo 3. Clearances are tight in way of the foundation ring to the rear and the horn blocks on the forward side.
The support plate and intermediate stay are again featured in photo 4. In total 4709 should be a complete chassis during this year and we are close to announcing more accomplishments in the short term. Watch this space!




-
4709: Our vision for 2013
A message from the Project Engineering Manager
Already the 4709 Project has existed for just over two years - doesn't time fly? - and the end of a year seems a good point to review how far we have delivered the project and what plans we have for 2013.
Those having visited Llangollen recently could not fail to notice that a middle road of the shed is occupied by some 40 ft. of mainframes; welcome to 4709 land! Our two frame plates arrived at the Llangollen works just ahead of the April 2012 Gala and were positioned for viewing together with our new driving wheel pattern. Project 47 only has a small design team, but they worked tirelessly to meet that milestone date for the Gala - I should like to thank Resident Engineer Don Ashton and Peter Carr for all their CAD programming and double checking of drawing files. This allowed TM Engineering to use a DXF file to produce such superb and precise plates without a drawing or tape measure in sight. Wherever possible we are taking advantage of current best manufacturing industry practices and I feel certain that Mr. Churchward would be doing the same. - it's what he always did.
Our project is fortunate in enjoying several distinct benefits and one of these has been the availability of three 'Donor' locomotives. Team 47 initially spent several months studying the works drawings of 4115, 5227 and 2861 to ensure that the fullest use of donor components could be made. Apart from the education one receives from such an exercise - those Swindon engineers of 100 years ago were certainly very astute and talented - we have managed to identify a very large number of parts that shared commonality with the 47XXs.
One of the challenges was to dismantle the donor engines without damaging the components. This work has been quietly progressing over the last 12-18 months and I am pleased to report that we have been successful in salvaging both major and minor parts. We were most insistent that all items were to be removed in a controlled manner and we are very grateful to Dave Owen and his team at Llangollen, who demonstrated over and over again that our project is in very competent hands. Their skill with these difficult tasks has been a crucial factor in the successful outcome of the dismantling. It is unfortunate that the railway press and general enthusiasts had no insight into the care and thought that was given to these operations; I can assure you that as many as possible rescued parts will appear on 4709 and those that don't will be offered to other groups to assist with their projects - truly a win/win from rusting hulks that were beyond economic repair in their own right.
So, what parts have been recovered and how do they benefit the project? The full list of recovered parts, whilst impressive, is very long, so the following are just the more major components we now have available for refurbishment:-
- Pony Truck assembly including wheel sets
- Extension Frames and ancillaries
- Suspension parts, including all axleboxes, horns and spring hanger parts.
- 3 of the 4 Driving / Coupled wheel sets
- Cylinder / Saddle assembly
- Some valve gear and reversing gear components
- Various linkages and parts for the Brake, Sanding, Drain Cocks and Damper Systems.
GWS have also been able to provide a 4000 gallon tender which may be refurbished at Didcot. By these means 4709 already has many of its significant components in store, which will advance the first steaming date of the locomotive by several years. Not only did we dismantle 4115 and 5227, we also reassembled 5227 for future display at Didcot. Initially this will tell the 'Barry Story' and show just how great an achievement it is to return one of these 'Barry Condition' locomotives to steam.
We have also been looking ahead to the production of the fourth axle wheel set and have had a 5' 8" wheel pattern made in readiness for casting production. The pattern was displayed at the April Gala and received many positive comments for its quality. Several other patterns have been ordered including one for the new locomotive drag box.
-
2013
A comprehensive plan for 2013 aims to provide a rolling chassis, taking into account the availability of funding and of contractor's schedules. In the near future we expect that 4709 will take up residence in a new spot to suit our contractors. This will facilitate the heavy lifting that we require and give space for the components.
Early in 2013 many of the frame stays will adorn the frame plates in an exercise that involves strict alignment. Comprehensive refurbishment of the retrieved horn castings forms an important sub-module and also becomes a part of the attention to alignment. All materials are to hand for the massive joint between mainframes and extension frames, whose refurbishment should dovetail into the alignment process and the erection of the heaviest stay right across the engine from motion plate to motion plate. By Gala time we aim to reveal significant progress. We owe thanks to Don Ashton who has generously sponsored refurbishment of the front end and extension frames, and would welcome similar support for both large and small components.
Following the Gala we shall be preparing to accept 2861 in order to retrieve the cylinder and saddle castings. The refurbishment constitutes a major item, requiring all new studs, new end covers and internal working parts to accompany re-boring of both main bores and valve liners.
Another major challenge in 2013 is spawned by the readiness of our wheel pattern. Already we have gathered costings and procedures for the casting of the wheels, cleaning up of the existing 4115 wheel sets and investigation of the necessary balancing. This latter forms an opportunity for active cross-project coordination, with VAB assurance. Final horn guide honing awaits attention to the wheel sets, which then enables the axle box refurbishment. Clearly, before the nights draw in we expect to see a big difference in the spectacle of 4709. As ever, a limiting factor to project progress is funding and we are actively inviting sponsors to support us in delivery of the above. Naturally all support is most welcome. Current progress is very close to the position planned in our Project Brief of 2010 and we remain confident and committed to 'getting it right first time' so that 4709 complies with mainline standards and requirements.
However, there is a good deal more to building an engine than dealing with the technical issues mentioned above. We have always been keen to share our great project and information with other projects and we are very grateful for the free interchange of ideas, suggestions, drawings and patterns we have enjoyed with other projects. At Didcot we are pleased to record excellent support from Richard Croucher, Bob Fry, Mike Cooper, Ted Lacey and Adrian Knowles. Beyond Didcot we have had considerable support and encouragement from groups building the Grange, Patriot and 4253, to name a few - thank you all. We are all kindred spirits recreating the magnificent machines of the steam age.
Team 47 are always keen to welcome new supporters so please contact us if you feel that you would like to be involved in any way. In particular we would welcome help with fundraising and marketing.
Paul Carpenter
4709 Project Engineering Manager -
November 2012: The way forward
The guinea pig trailing stretcher has been completed. Guinea Pig? A simple plate and four angles? Yes! After much deliberation about the detailed method of treating the angle irons, marking out, machining and fitting, all designed to achieve the Swindon tolerances, our first and vital step towards strict alignment in assembly is ready. This paves the way for all the subsequent stay plates. Rather inconspicuous in itself, this stretcher holds the key to the accuracy we require to ensure that bearings do not wear prematurely because of inaccuracy in the primary building blocks. The other end of focus is some 30 feet distant, which greatly aids frame alignment as the slightest deviation is magnified considerably.
Concurrently, a number of other matters are being addressed. The original compensated springing proved expensive in first cost and maintenance. We were able to establish that although all other Classes had this mechanism removed after a short life, the 47s went to the scrap yard unadulterated. The reason is obscure, as we were able to analyse with authority that any gain over normal independent spring gear was illusory. Of course, this placed the onus upon us to find a suitable (Swindon) alternative. In fact, we find that Swindon spring No.147 and its accoutrements are common to the Collett Grange 4-6-0s. New spring hangers will be stronger and of a later pattern than the original parts and the unique axle 4 needs special attention. Whilst the axleboxes and ancillaries for axle 4 are common to the 52xx items which we hold in stock, the frames are not!
The new buffer beam is in progress and this involves new irons which were not specified before the 47 design. Additionally, the blasting of the 41 front end unit revealed stress cracks in the cast steel stiffening boxes from some rather forceful shunt. A much more suitable fabrication will replace each side and at the same time obviate handed pattern making. There is restricted access to rivet closure here but a fabrication may make this operation a little easier. The stronger result will not face a heavy shunt test!
The horn castings are all ready for machining the faces prior to fitting to the mainframes, a process of only moderate cost. The final precision face grinding in situ can then proceed in readiness to receive the axleboxes. It may seem somewhat premature to mention brake hangers, but the pattern is unique to the 47 and much akin to Churchward's very early applications, involving brackets which ally to the stretchers. Planning needs to be well ahead. We are aware that Project Engineering Manager Paul Carpenter is outlining a comprehensive and exciting programme covering the next 12 months in detail but the matter is sub judice at present - now don't all shout at once! Funding is the key. Many of the components necessary to complete a rolling chassis are already provided by the donor engines, given suitable renovation. Can you help? Even the smallest donation is welcome.
-
September 2012: The back end
No, not the drag beam, nor even the cab, but the relatively short time before the end of the year.
"Given adequate planning we feel confident that progress will be good, subject only to the provision of funds. We shall always encounter the need to juggle major expenditure with the daily tasks but we shall endeavour to maintain a momentum" - so said our last report.
How nice it would be to offer a dozen glossy pictures of progress, but current work is not photogenic, though active and essential. Setting up shop for stay production means finding a work space close to adequate lifting gear and this has been identified and planned.
The majority of the Swindon angle irons were of a section 5" x 5" x 3/4" and specially produced. Our limited quantity demands adherence to current ISO standards and a suitable wall thickness is not available without the time and cost of cutting away much metal. The racking strains which pass through the mainframes to the stay angle roots prevent the use of anything less substantial. The 12 meter lengths of steel angle were delivered and promptly cut to drawing the very next day.
It has to be said that a substantial reason for haste was the prevention of the busy workforce from tripping up every time they passed! Four angles assemble to each stay plate. Naturally, square faces are of the utmost importance so that the completed structure is accurate - rolled steel angle is rarely close enough to the required standard and we shall machine in order to attain the proper fit.
Whilst this is all necessary to maintain strict frame alignment there are other considerations. In particular, Swindon specifications in the boiler throat plate area are rather challenging. Clearances between firebox and frame support are extremely tight and on the other side the stay irons squeeze between stay plate and horn casting. Additionally, one of the larger stays also involves the brake hanger anchorages. The pattern is unique to the 47 and as yet we have not discovered a Swindon drawing of the component, though the fixing holes for these brackets are already drilled. Some other frame holes serve a double purpose, involving a component due to be erected at this time and another item well into the future. Fitting the latter now would constitute a hazard to passing staff and divert funds from the current issues.
Meanwhile, as they say, the driving wheel pattern is finished and sulking in a corner, quite unaware that its welfare and its usefulness are actively being discussed and plans prosecuted. Now that a major portion of the 4115 contribution has been grit-blasted the provision of an area with lifting access will enable progress on the new buffer beam and the few altered items associated with the front end to convert from 41 to 47 specification. Progress in gathering our donor items has been aided by the provision of lockable storage. Never a dull moment!
The photographs depict the forged extension frame unit. Tubular cross stays brace the structure against handling both in transit and in turning the unit over during the blasting operation. One wonders at the complex shaping produced at Swindon on a daily basis by a skilled workforce. The art is almost forgotten.
The large square 'pads' bolt to the front end of the new mainframes with fitted bolts and the curious little scallops on the rear edge are to clear the earlier pattern leading horn castings. Forward of these, the 11" x 2" sections carry the massive cylinder casting, the bores of which straddle the bar frames.
An upturned pressed 'tray' which braces the buffer beam/frame end joint is seen perched on the pony truck's central springing cross beam and not in its rightful place further forward. This was separated in order to clean properly before refitting to the new buffer beam.

-
August 2012: Stay plates arrive on site
August closes with the delivery of all the stay plates for 4709 and the grit-blasting of the front end extension, both of which herald a phase of activity which has taken several months to plan. The busy nature of the Llangollen Works, embracing maintenance of the fleet, contract repairs and overhauls and new building, necessitates a fluid workforce in an ever changing scene.
In order to take due advantage Team 47 have aligned their construction plans into multiple work streams so that our contractors can allocate staff with ready flexibility. There is always a task to hand, with drawings, materials and agreed procedure planned to suit short or longer periods according to the availability of one or more staff and machine shop slots. These options have been difficult to arrange hitherto, as the dismantling of the donor engines frequently required abeyance until staff and heavy lifts were available. Given adequate planning we feel confident that progress will be good, subject only to the provision of funds. We shall always encounter the need to juggle major expenditure with the daily tasks but we shall endeavour to maintain a momentum.
Conveniently, the Swindon Plates drawing is comprehensive - so the package of steel recently arrived not only provides for all the major stretchers but even contains the cab steps! In similar fashion the angle iron drawing comprises all the angles appropriate to build one locomotive. Some of the awkward and expensive irons have been taken into store from the donors. All new ones are, of course, to metric dimensions. Whilst this causes little inconvenience, accountability is essential to the smooth work flow. It appears that Swindon acquired angle irons to its own specification, so to avoid unnecessary cost our specification demands some profiling where clearances are rather tight. This particularly applies in the region of the firebox throat plate, where the small distance between the plate and axle 3's rear horn castings has to accommodate two frame stays and their associated irons.
Parallel longer term planning is on-going. Our 5' 8" wheel pattern has been completed and the division of packages and allied quotations are being investigated even though action will be a major expense. Alongside the wheel issues, all the axle boxes retrieved from 5227 are in secure storage and the horns have already been grit-blasted, examined and painted. These can be erected at any convenient stage, though the boxes form part of the wheel and axle module.
August closes with the delivery of all the stay plates for 4709 and the grit-blasting of the front end extension, both of which herald a phase of activity which has taken several months to plan. The busy nature of the Llangollen Works, embracing maintenance of the fleet, contract repairs and overhauls and new building, necessitates a fluid workforce in an ever changing scene.
In order to take due advantage Team 47 have aligned their construction plans into multiple work streams so that our contractors can allocate staff with ready flexibility. There is always a task to hand, with drawings, materials and agreed procedure planned to suit short or longer periods according to the availability of one or more staff and machine shop slots. These options have been difficult to arrange hitherto, as the dismantling of the donor engines frequently required abeyance until staff and heavy lifts were available. Given adequate planning we feel confident that progress will be good, subject only to the provision of funds. We shall always encounter the need to juggle major expenditure with the daily tasks but we shall endeavour to maintain a momentum.
Conveniently, the Swindon Plates drawing is comprehensive - so the package of steel recently arrived not only provides for all the major stretchers but even contains the cab steps! In similar fashion the angle iron drawing comprises all the angles appropriate to build one locomotive. Some of the awkward and expensive irons have been taken into store from the donors. All new ones are, of course, to metric dimensions. Whilst this causes little inconvenience, accountability is essential to the smooth work flow. It appears that Swindon acquired angle irons to its own specification, so to avoid unnecessary cost our specification demands some profiling where clearances are rather tight. This particularly applies in the region of the firebox throat plate, where the small distance between the plate and axle 3's rear horn castings has to accommodate two frame stays and their associated irons.
Parallel longer term planning is on-going. Our 5' 8" wheel pattern has been completed and the division of packages and allied quotations are being investigated even though action will be a major expense. Alongside the wheel issues, all the axle boxes retrieved from 5227 are in secure storage and the horns have already been grit-blasted, examined and painted. These can be erected at any convenient stage, though the boxes form part of the wheel and axle module.
-
Great Expectations
Angle irons to the rear (right in the picture) have led a rather sheltered existence but those forwards have been removed for renewal. Note the salvaging of bolts, to be inspected for condition. Bolts of this size, particularly those specially heat treated, form an expensive item.
Team 47 thanks all those who are supporting the 4709 Project and enabling work to progress. The wheel pattern has been completed and our pattern makers are turning their attentions to the drag box casting.
In the meantime, the 4115 front buffer beam has already been removed, together with the corroded lower tray reinforcement which we do not require. The upper one will accompany the whole unit for grit-blasting. As far as we can predict from the lead times of our outside contractors, the arrival of a new buffer beam should neatly dovetail into the in-house process of renovating the extension frame unit. This will enable April's show of 'mainframes and an adjacent component' to become a complete frameset.
The 16 horn castings, already grit-blasted, are currently lined up in red oxide like a row of toy soldiers. Within the next month or so all the predrilled stretcher plates and associated angle irons will be delivered to Llangollen, from the smallest 10" square draw hook stiffener to the massive leading saddle plate and drag beam. These all assemble to the mainframes to secure a major structural chassis, pushing the tonnage into double figures.
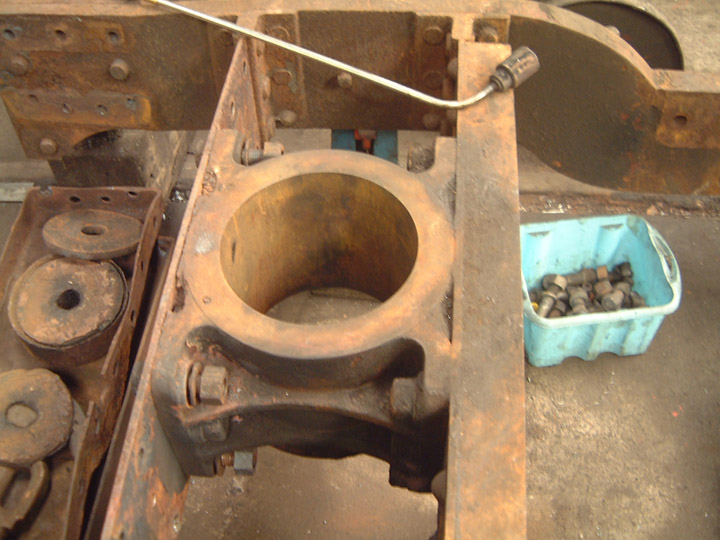
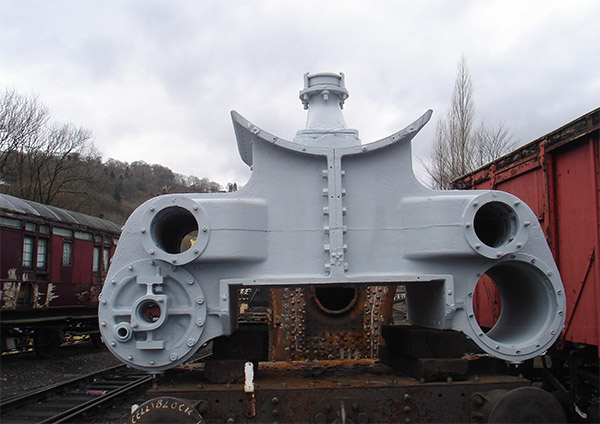
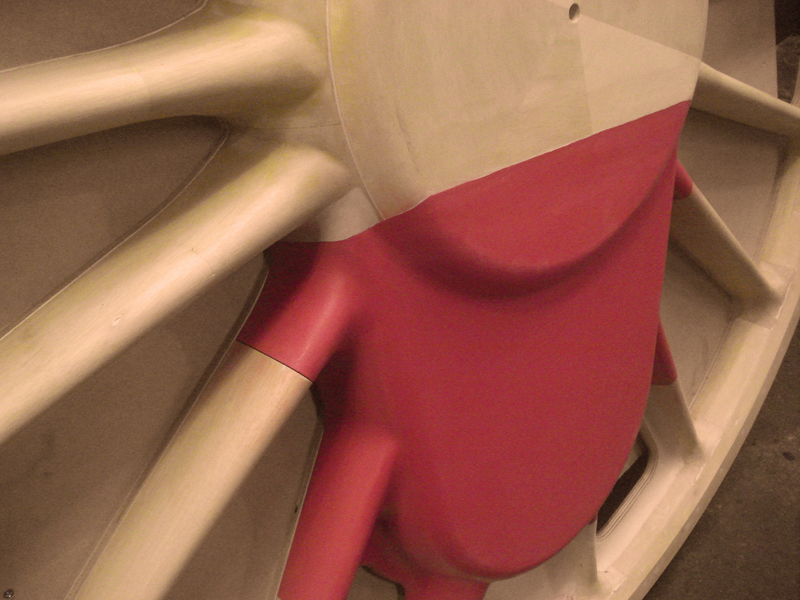
Ever wondered what is below the rather prominent bell shape on the front platform of pony truck engines? A great hole, which houses the damper unit taking load transfers to and from the leading wheels. The casting is being removed for a re-bore (see main text).
Many minor issues inevitably endeavour to upset our plans, but Team 47 are delighted with tangible progress and foresee that a mere six months after the arrival of the mainframes should provide a major spectacle. As the common saying goes, 'We can't wait'!
Those who "can't wait", of course, soon discover that spanners have the singular habit of getting into the works! We really couldn't adorn 4709 with an old buffer beam, could we? Now why did that rivet just to the right of the draw hook look as if it had taken a knock?
We now see that the right hand extension frame has suffered a slight misalignment. Gas torch and a biff should restore order. Meanwhile, a rather more sophisticated torch is busy profiling our new buffer beam as the central crossbeam of the pony truck's compensating beam is being taken out for a rebore. Readers will be familiar with the rather prominent bell-shaped cover on the front platform, just below the smokebox front. This 'bell' covers the adjusting of the massive beam transferring the springing loads between the leading wheel and the truck. The crossbeam houses a large cylinder in which lies a huge mass of rubber and steel plate construction. This has to cushion several tons but remain flexible fore and aft for the mechanism to function. Reboring is a part of the front end renovation process. We shall endeavour to post some pictures soon.
The small differences between Churchward's last (47) and first (31) are receiving attention in readiness for the new buffer beam, together with provision for the later parallel buffers adorning the 47s in their 1960s guise. In this area we have to plan the juxtaposition of modern CNC machining and Swindon's marking out by hand; imperial and metric steel sections.
For those who had not noticed we are in Summer, the effect of which is that so-and-so is away on holiday just when we need him! Ah, now he's back. These minor blips will not affect the progress we expect to achieve in the final months of 2012.
-
May/June 2012
After a busy time, the excitement of our new frame erection gives way to a period of consolidation and detailed planning.
All the frame stays and angle irons have been drawn out, with the materials in the process of acquisition. Conversion to metric, attention to precision and the solving of numerous methodology issues affect the fine line of quality and cost. Many hours on the telephone and countless emails, all at no cost to either the GWS or Project 47, endeavour to coordinate the plan with tangible metal. The manufacture and assembly of the stay plates are crucial to completing the main structural unit of the locomotive.
The wheel pattern has returned to Bristol for completion after proving of much interest to visitors. The runner and riser details will follow the advice of the foundry selected for the castings in due course.
The 4115 front end unit has been the subject of detailed renovation planning. Some parts need minor conversion to Class 47 specification and it is perhaps fortunate that these are the most corroded items. The plan is to shot-blast the complete unit after preliminary work to remove the buffer beam. A new buffer beam forms part of the plate stays and angle irons contract and these parallel progressions lead to the accurate alignment of the whole 40 feet long assembly.
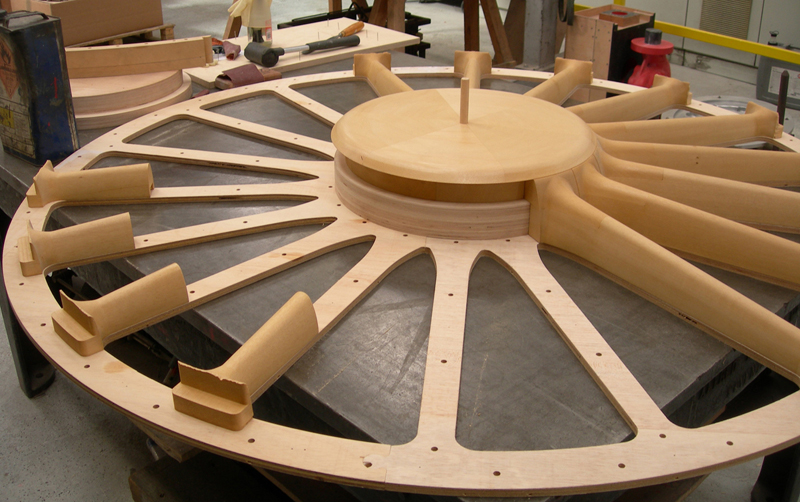
Production of the 'missing' set of 5ft 8in driving wheels for 4709, the Great Western Society's re-creation of a 47XX 2-8-0, took a major step forward in April with the near-completion of a superbly-crafted timber wheel pattern. Three of the four driving wheelsets required for 4709 were recovered from 'donor' locomotive 4115, while the fourth will need to be manufactured.
The new wheel pattern, which was sufficiently advanced to be displayed alongside the frames for 4709 at the Steel, Steam & Stars III gala at the Llangollen Railway, has been built to extremely high standards by Caddick & Moss pattern makers of Bristol. An innovative feature of the design is a removable boss which will enable leading/trailing driving wheels to be cast, as well as the 'centre' drivers which have a larger boss to accommodate loads from the connecting rods.
The additional work to incorporate the removable boss was financed jointly by the 4709 project and the 6880 Betton Grange project. "It makes perfect sense," said 4709 Project Engineering Manager Paul Carpenter. "When you think how many ex-GWR locos are around which have 5ft 8in driving wheels it's possible that there will be quite a demand for use of this pattern! In the meantime it means we can move ahead and cast the set of wheels we need for 4709, and it gives both us and the Betton Grange team insurance against future wheel issues."
Pete Thomas, engineering director for Betton Grange, was able to supply the wheel drawing from the Society's archive. "Whilst hoping not to need to make use of the pattern, the Betton Grange Society was pleased to support the 47 group in sharing the costs of making the wheel pattern adaptable for production of both driving and leading/trailing wheels," he said. "I am delighted to see the wonderful modern craftsmanship exhibited in the pattern which symbolises the cooperation and support between groups which is essential if we are to succeed in recreating these wonderful machines. We feel that this is a win-win for both projects."
For pattern makers Tony Caddick and Tim Moss, this was their first venture in creating patterns for heritage projects. They were given the Swindon Works drawing for the 5ft 8in driving wheel, but that's where the similarity with the old way of doing things ended. From the drawing they produced 3D CAD drawings to generate all the complex curves and then wrote programs to drive their 3D milling machine.
Tony Caddick explains: "We had to convert the sizes from imperial and include our contraction allowance to make it easier for us to work with. Due to the size of the pattern we had to figure out the best way to produce it. Normally we would have built it as one segmented ring and hand carved each spoke to fit in place around the centre hub, but doing it the way we did ensured greater accuracy."
If you look carefully at the pattern it's possible to see that the rim is made from many sectors connected by interlocking 'jigsaw' joints. The spokes are made in two halves with part of the rim and part of the boss attached - this ensures that all components lock together perfectly. Each half-spoke takes around an hour and a half to produce.
Thus far, the parts for the front of the pattern, largely made from a hardwood called Jelutong, have been assembled on a plywood base prior to building up the rear of the pattern.
"I have no doubt that Swindon would have used such technology had it been available," said Paul. "Churchward would have loved it! The precision workmanship on the pattern is outstanding and I honestly believe that Tony and Tim have taken pattern making to a new level within preservation."

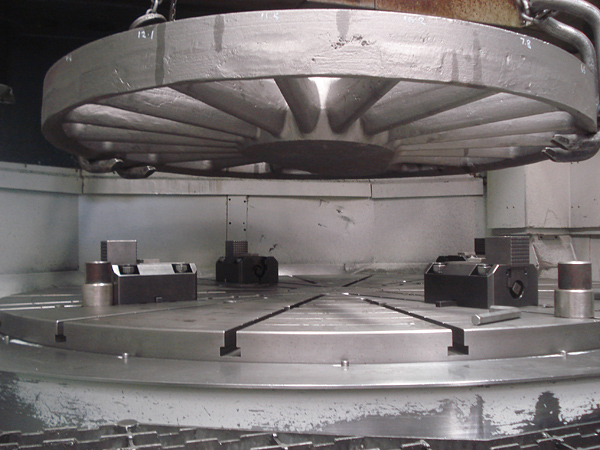
The front frame extension unit has been lined up with the new mainframes at Llangollen providing a tangible vision of just how big the completed locomotive will be.

-
April 2012
5227 - one of the 'Barry Ten' locomotives - was in a poor state when it arrived at the workshops of the Llangollen Railway. 40 years corroding in the South Wales sea air and damage sustained in the scrapyard had left it as an unattractive proposition for restoration. Yet this remarkable survivor was still to have two very important roles to play for the Great Western Society.
First, it would yield some vital but unseen parts for the construction of 4709, and then it would be reassembled and taken to Didcot to be displayed in its present condition as a lasting reminder of what things were like in Barry scrapyard and the challenges faced by the preservation movement.
Back in the freezing January of 2011 a photographic survey was undertaken which clearly showed that 5227 had the most complete axle box/horn castings/spring gear, all of a type identical with the 47XX. These parts would be 5227's major contribution as a designated donor locomotive.
In order to serve both functions 5227 required major dismantling. The cab and tanks were lifted off to release the boiler and the wheel sets dropped to enable the donor items to be removed. These included those of the fourth axle, a design that was unique to the 42XX and 47XX classes.
Subsequently, 5227 was rebuilt and reunited with its wheels, supported on substantial wooden inserts so that it is able to move on rails. By this means the engine was shunted at Llangollen onto heavy transport for the journey to Didcot early in April.
While arrangements were being made to move 5227 into Didcot Railway Centre, a temporary home was required in the locality. The supermarket chain ASDA stepped into the breach, offering accommodation at their Didcot warehouse. We are indebted to Walmart Inc. for the arrangement.

5227 in the yard at Llangollen

5227 sits proudly under the awning of ASDA's old warehouse at Didcot, awaiting the keen-eyed traveller on the GW mainline! ASDA

Horn guides and axle box prior to dismantling
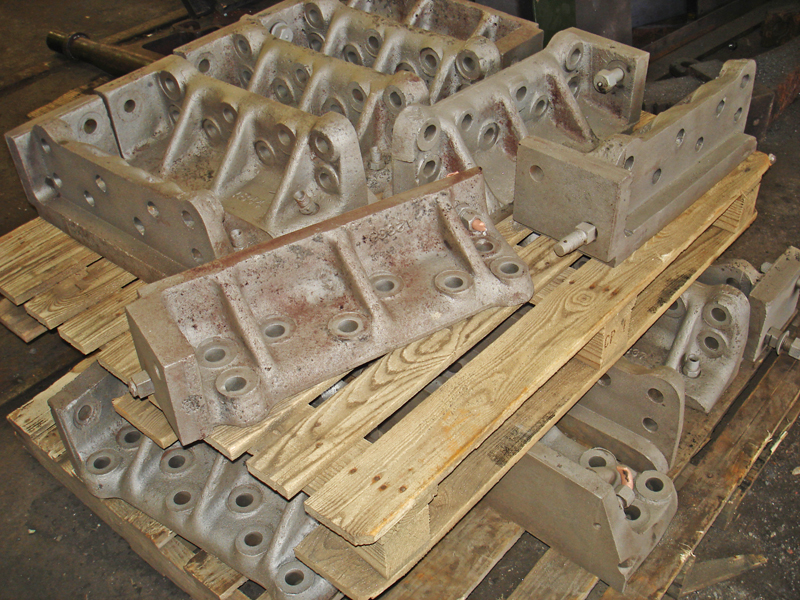
Horn castings shot-blasted to verify integrity
-
April 11 2012: The new mainframes for 4709 arrive at Llangollen
According to the tradition that says the identity of a locomotive rests with the mainframes rather than frequently changed items such as the boiler, 4709 - the Great Western Society's recreation of Churchward's final masterpiece, the 47XX mixed traffic 2-8-0 - now officially exists!
Helped by a rousing start to fund raising, the massive 31ft 1in mainframes for the new locomotive were plasma-cut to profile in March by Tata Steel at Cradley Heath, then machined and drilled at nearby TM Engineering which carried out similar work for the Tornado project.
It is expected that visitors to the 6880 Betton Grange Society's Steel Steam & Stars III gala at the Llangollen Railway from 21 to 29 April will be able to see the newly manufactured mainframes married to the front extension unit from 4115 ready for the all-important alignment process.
Don Ashton, Resident Engineer for the 47XX project, said: "The sheer physical size of the mainframes came as quite a surprise, even to those close to the project.
"It's a real tribute to the engineering expertise and skill that still exists in the Black Country that local companies were able to carry out the work so efficiently. Tata Steel has been very supportive of the 47XX project, as well as being most helpful with the technical issues, while TM Engineering applied a most enthusiastic and professional approach to the machining and drilling of more than 200 holes."
Initial fund raising has also allowed the GWS to place the order for the new driving wheel pattern and this is scheduled to be completed before the end of April to be on display alongside the frames at Llangollen.
Meanwhile, the three donor driving wheel sets have been subjected to non-destructive testing (NDT) and are ready for refurbishment. It will, however, be necessary to cast a new rear drag box which also requires a pattern, as well as acquiring further steel plate for the stretchers etc. These items are the next priority.



Cutting the main frames for 4709 at Tata Steel, March 2012.

Machining of the main frames in progress at T M Engineering

More than 200 holes have been precision-drilled in the frames
-
January 2012
With pledges of more than £50,000 already received for the Great Western Society's project to build a new example of Churchward's magnificent 47XX mixed traffic 2-8-0, physical work has now started.
The first major job has been the careful dismantling of prairie tank 4115, one of the 'Barry Ten' which will now be the major donor locomotive for 4709.
This has been carried out at the Llangollen Railway where a large number of common GWR parts have been retrieved not only for 4709, but also for other future projects.
Wherever possible parts have been unbolted, and where rivets are involved these have been carefully torched through the centres to minimise damage.
The tanks, cab and bunker have set aside for further use, while the boiler - which did not form part of the items donated to the GWS - has been despatched to L&NWR at Crewe.
During November 2011 further dismantling took place with the removal of the pony truck assembly and its associated components, allowing the wheel sets to be dropped out. The next job was to remove the extension frames and cylinder sub assembly from the main frames which has been achieved with complete success.
The dismantling has revealed that the extended Barry sojourn of 4115 seems to have been kind and a large percentage of the structure common to the 47XX is not only available but is in much better condition than expected. For example, all of the 41XX front end unit is capable of renovation.
The mainframes have now been ordered and it is expected that they will be cut in February. Much research has gone into the steel specification and Tata has been most helpful in advising on the most suitable material.
The use of components reclaimed from an existing locomotive presents surprising challenges when deciding which holes can be drilled in the new mainframes in the machine shop. As the frame plates are 32mm thick it will be important to minimise drilling on-site so as much as possible will be done immediately after the frames are cut. All refurbished components will be positioned and spotted through their existing holes. Extensive verification of the drilling plan will ensure that the correct result is obtained first time.
A full assessment of the condition of removed components is now underway. When the new mainframes are delivered to Llangollen they will be aligned with the un-refurbished extension frames from 4115, thus providing the first glimpse of the impressive size of 4709.

4115 arrives at Llangollen
